1) Denenormulikheteron pris
Vitrenger bare å brukeom20–40 tusen amerikanske dollar på enlaminertproduksjonlinjei henhold til størrelsen påutstyr. Jegikke kunne'ikke være bedre for ossif den er kobletmedglass kantpoleringsmaskinogglassvaskemaskiner, Tda kan vi produsere høy kvalitetlaminert glass med relativt liten investeringOg som vil gi deg tilbake veldig raskt.
It-kostnader140-350 tusenAmerikanske dollar påen produksjonslinje for autoklavenå produsere PVB-laminert glass, asproduksjonslinjen skal værekombinert medtermostatisk kammer, valsepresser, vaskemaskin, kantpoleringsmaskiner, glasskjæremaskin,og sekundærgenerator. WVi er svært risikable hvis vi investerer så mye penger i autoklavproduksjonslinjen, mens den betaler seg tilbake mye saktere.
2) De forskjelligebehandlingsprosedyrer.
Dedriftsprosess forautoklavproduksjonslinjen er kompleks,ogDe tekniske kravene er relativt høye. For det første,det er virkelig krevende for oss åkuttønsketglass
innenfor 2 mm målefeil, ellers boble vil dukke opp i prosessen.Og såVi må gjennomgå alle følgende prosedyrer, poleringdekant, vasking av glasset, sammensetting av to glass med film mellom, to oppvarminger og valsing, kantforsegling, støping i form i autoklaven ved oppvarming og pressing, og til slutt avkjøling.OBare på denne måten kan vi produsere laminert glass.Bmen det koster omtrent 6 timer å fullføre hele prosessen og er svært teknisk krevendepåkontroll av tid og temperatur.ONår vi gjør en feil i en prosess, vil alleinnsatsen kommerforgjeves fordi alt glasset er ubrukelig.GGradvis tar den blomstrende laminerte produksjonslinjen dens plass.
Tprosessen med Fangdingproduksjonslinje for laminert glasser ganske enkel og lett å kontrollere med produksjonsteknologi som er lett å mestre.WVi kan få det ideelle laminatglasset ved å støvsuge og varme opp glasset i utstyret etterpå.skjæring, polering, vasking, liming.Dehele prosessen erPLSdrevet slik at vi kan forbedre effektiviteten og få ønsket glass.
3) Forskjelligarbeidskraften til utstyret.
PVB-laminatproduksjonlinjeis makted by 500KW,so forbruketpåelektrisiteter enorm og krever vanligvis en transformator for å gå med.EVA laminert produksjonslinjeer forenklet med lavt strømforbruk.It er drevet av30kw-75kw i henhold til forskjellig størrelse på utstyret.
4) Forskjelligproduksjonssyklus og produksjon
IDet tar oss 6 timer å fullføre produksjonen av glassetmed PVB-laminatproduksjonlinje. Whatt'Er det verre, må vi tilpasse ossdeperiode til enda lenger, avhengig av antall og tykkelse på glasset.ASom et resultat kan vi bare fullføre produksjonen av glass én gang om dagen med 400㎡-600㎡glass.
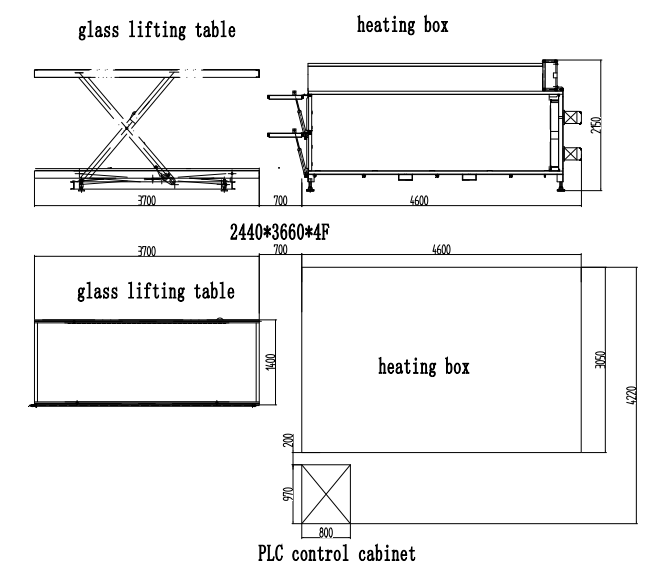
OTvert imot tar det oss 1–2 timer å fullføre produksjonen av glass medenFANGDINGproduksjonslinjer for laminert glassDessuten kan vi fortsette å produsere fire ganger om dagen.Takemediumfor eksempel laminert utstyr i -størrelse.Dener 2 m lang, 3 m bred og har 3 lag.It produserer 54㎡ en gang om gangen, 4 ganger om dagen, så kan vi få 216㎡glass slik at produksjonen er lik autoklav samtidig som kostnaden er lav.IHvis bestillingen er relativt liten, er det virkeliglønnsommed enEVAlaminert produksjonslinje.
5) Produksjonsprinsippenedet laminerte glasseter annerledes.
Fangdinglaminert glassproduksjonslinjetar i bruk prinsippet om høy temperatur og vakuum ved produksjon av laminert glass.Tradisjonell EVAFilm er en type smeltefilm, EVA-film vil smelte under høy temperatur. Og som vil lime glasset tett sammen.
Samtidig kan TPU-filmen brukes i vårt laminerte glassmaskin.
Hhøyt trykkaautoklavPVB laminert glass bruker kombinert glassoppvarming og høyt trykk for å produsere laminert glass.nDet kombinerte glasset må først valses, og deretter plasseres i glassautoklav, og deretter legges det til lufttrykk på glassoverflaten. Trykket på glasset trenger mer enn 13 kg per kvadratcentimeter. Formålet er å presse ut luftboblene som er i det kombinerte glasset. Samtidig må glasset varmes opp med høy temperatur. Deretter kan PVB-laminert glass produseres.
6) Utstyrets dekningsområde er forskjellig.
PVB høytrykksproduksjonslinje trenger omtrent8M (K) *60M (L) produksjonsplass dekker et stort område og produksjonsprosessen er lang.
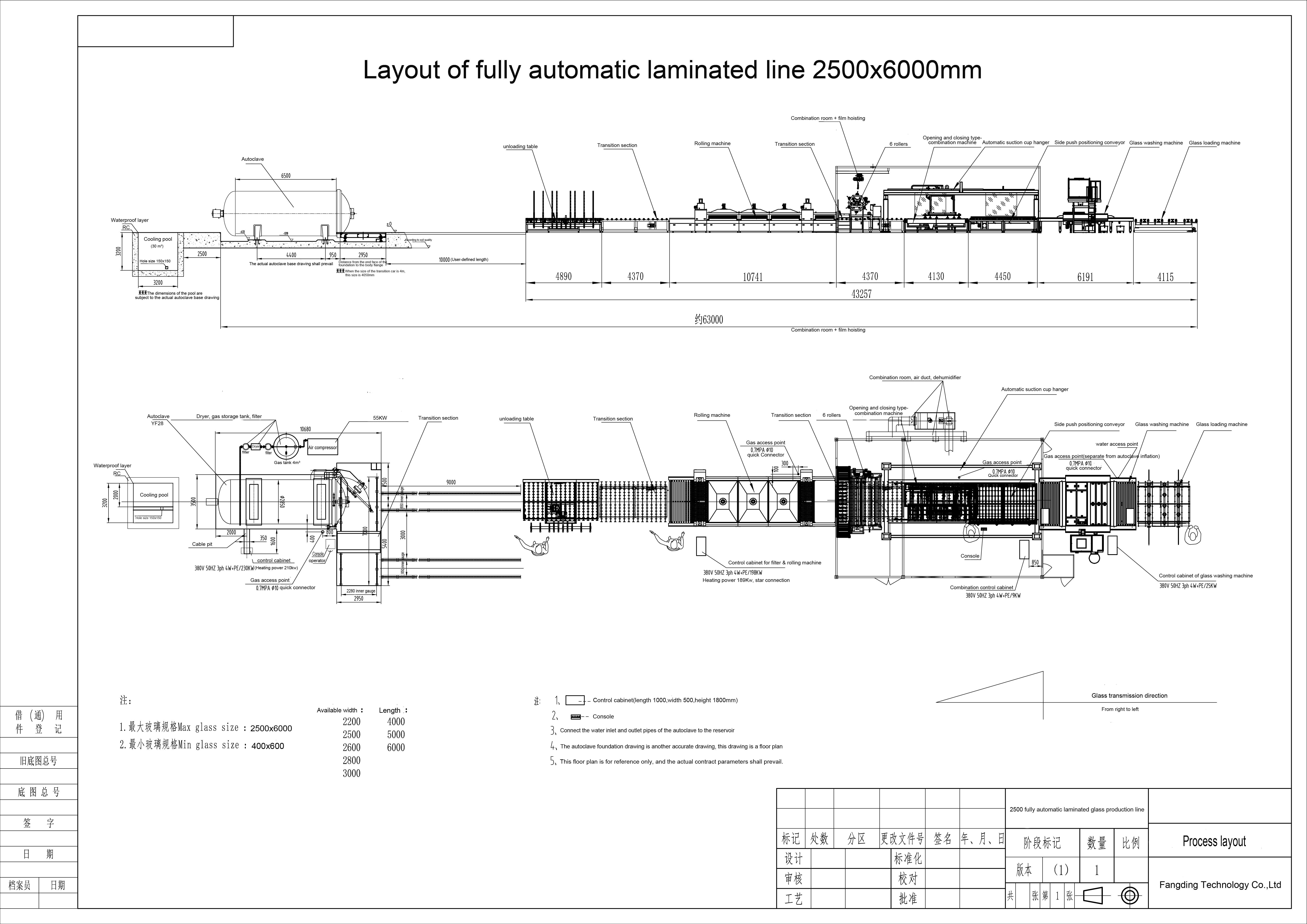
Vårbehov for produksjonslinje for laminert glass5M (K) *10M (L) sted å produsere, dekker området er lite, produksjonsprosessen er enkel og lett å betjene.
7) Mengden arbeidere som skal betjene utstyret er forskjellig.
VårProduksjonslinjen for laminert glass bruker PLS-kontrollsystem, og har vanligvis to arbeidere som kan produsere glasset. Dette sparer arbeidskraft og penger.
Produksjonslinjen for PVB-glassautoklaver er lengre enn EVA-laminert glassutstyr. PVB-laminert glassutstyr har hovedsakelig tre deler: Høytrykksautoklav, valsemaskin og rom med konstant temperatur. Så utstyret trenger flere personer for å fungere.
8)Oppbevaringsmetodene for filmen er forskjellige.
Filmen er et av hovedforbruksmaterialene for laminert glass. Derfor er filmen viktig for produksjon av sikkerhetsglass.
PVB-filmer er klebrige under normale temperaturforhold for lagring, noe som er mer krevende for miljøet. Filmen krever lagring i rom med konstant temperatur og fuktighet. Derfor trenger bedrifter spesielt bygget kjølelager for film, noe som øker produksjonskostnadene.
Vårfilm(EVA), under normale temperaturforhold for lagring er uten tyktflytende stoffer, ikke med strenge krav til miljøet, bare oppbevaringsstedet krever rent og ikke høy temperatur.
9) Kvaliteten på produktene er forskjellig.
1. DeEVA-gjennomsiktighet er 90 %,eller så, kan lages glassgardinveggprosjekt, skuddsikkert glass, sikkerhetsdører og vinduer, laminert glass, innendørs dekorativt laminert glass, laminert glass med solenergibatterier osv.
PVB laminert glass gjennomsiktighet er bedre enn EVA, gjennomsiktigheten kan nå mer enn 92%. PVB-laminert glass kan brukes i biler, glassfasadeprosjekter, skuddsikkert glass, osv.
2. EVA-laminert glass er mer utmerket PVB-laminert glass når det gjelder motstand mot vær og vann. Fordi EVA-laminert glass bruker en varmsmeltefilm, kan det bindes bedre til glasset. Denne egenskapen er viktigere for herdet laminert glass. EVA-limet er bedre enn PVB.
3. Intensiteten til det laminerte glasset PVB > EVA. Men det er bare et lite gap. Uansett om det er EVA-laminert glass eller PVBwsom kan brukes til arkitektonisk glass, skuddsikkert glass, dørvindusglass og så videre.
10) Utstyret kan produsere de forskjellige typene sikkerhetsglass.
1,Våre høykvalitetsUtstyr for laminert glass kan ikke bare produsere Arkitekturlaminert glass, buelaminert glass, skuddsikkert glass, mønstret glass, solcellebasert batterilaminert glass og kunstglass som: laminerte blomster/bilder/stoff/marmorglass og så videre. LED-laminert glass, personvernglass og bryterbart glass.
2,Utstyr for PVB-laminert glass brukes vanligvis til å produsere bilfrontruter, glassgardinvegger og skuddsikkert glass. Fordi produksjonsprosessen for PVB-laminert glass har mange defekter: Akkurat som temperaturen og det høye trykket hindrer det å produsere kunstig laminert glass og andre typer glass.
11) ,Kostnaden for produktet er forskjellig.
Produksjonskostnadene for EVA-laminert glass er langt lavere enn for PVB-laminert glass. Fordi EVA-laminert glass er lavere enn for PVB-laminert glass, både når det gjelder strømforbruk, personforbruk og produksjonsprosess. Informasjonen nedenfor er en sammenligning:
12) Det laminerte glassutstyret som er egnet for markedet er forskjellig.
DeFangdingUtstyr for laminert glass, liten investering, mindre strømforbruk, mindre sysselsetting. Produksjonsmengden kan justeres fleksibelt av markedet, i henhold til det brede markedet. Så det kan brukes i de fleste land. Er et veldig godt investeringsmål!
PVB-laminert glassutstyr, store investeringer og mer strøm, stort utbytte, sysselsetter flere mennesker. Spesifikt markedsomfang. Vanligvis brukt i en befolkning med flere, rike på billige elektriske ressurser, større landsområder.
13) Vedlikeholdet av utstyr er annerledes.
FANGIDNGProduksjonslinjen for laminert glassutstyr er svært kort, produksjonsteknologi og vedlikehold av utstyr er enkelt. Utskifting av skadelige deler er enkelt og praktisk, og vedlikeholdskostnadene er lave.
Produksjonslinjen for PVB-laminert glassutstyr er lengre, det er flere deler til utstyrsvedlikehold, og vedlikeholdskostnadene er høyere. Og det er ikke lett å få tak i reservedeler fra markedet.
14) Sikkerhetsgraden for sikkerhetsglass ved utstyrsbehandling er forskjellig.
Vår prosesseringsteknologi for laminert glassutstyr er enkel, utstyrsdesignet er vitenskapelig og rimelig, støynivået er lavt og sikkerhetsindeksen er høy.
Produksjonssyklusen for PVB-laminert glassutstyr er lengre, og hele glassstykket lages i autoklaven. Når PVB-filmen varmes opp, produserer den lett brennbar gass i autoklaven. Glasset må isoleres med en trelist som lett kan fyres av elektrisitet, noe som medfører en viss fare.
15) Fraktkostnaden for utstyret er forskjellig.
Vårt laminerte glassutstyr, designet for vitenskapelig bruk og rimelig for levering på land og sjø, sparer fraktkostnader. Generelt sett kan én 20 fots container frakte ett sett med EVA-laminert glassutstyr og nok EVA-film, noe som vil spare kunden for mye penger.
Produksjonslinjen for PVB-laminert glassutstyr er lang, veldig vekt, installasjonen er vanskelig, transportkostnadene er enorme, noe som øker produksjonskostnadene betraktelig.
16) Vårt laminerte glassutstyr kan bruke TPU-film for å produsere TPU-laminert glass, spesielt for skuddsikkert glass og frontrutelaminert glass. Og det kan fungere med autoklav for å produsere buelaminert glass. Det er svært viktig for fabrikken.
Publisert: 30. juli 2021


